I've been slowly chipping away filling all the little (and not so little) holes in and I'm pleased with how it's coming along.
First up was the big hole in the floor. I though I could fill it with one panel but the forward part needed to be attached tot he internal box section that the rear seat base sits on so that went in first.
Then I could fit the plate in for fill the rest of the hole.
Once that was inplace it gave me the flange to plug weld the inner wheel arch to so that went in next.
I decided to try butt welding this patch which meant that it could be smoothed off, nice and neat.
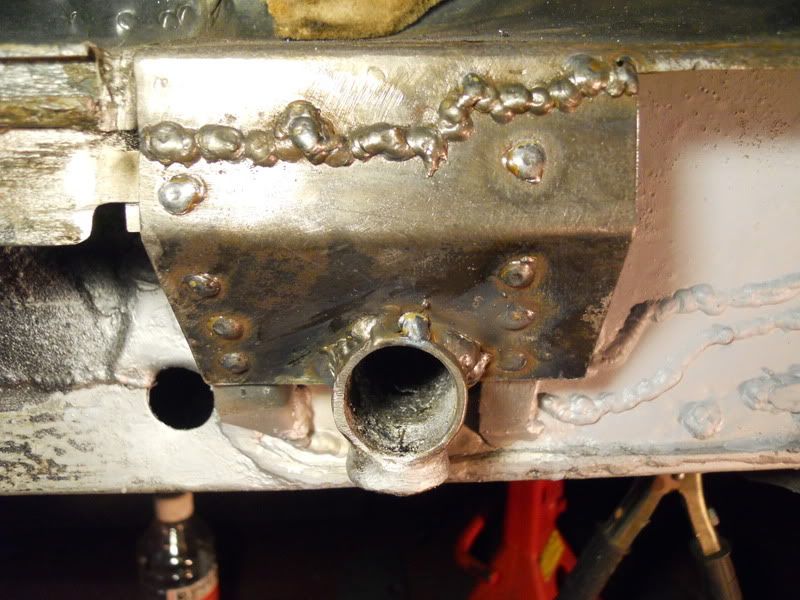
With the wheel arch and the end of the sill boxed in I could set to work rebuilding the jacking point. As per the discuccion on Dave3066's post I've added metal to the sill section and welded it to the jacking tube where previously there was a 3mm clearance gap.
This immediately stiffened it up so I'm pleased with that. Before I could box in the outer end of the jacking tube I needed to rebuild the triangular stiffeners either side.
With those in place I used some 1.5mm plate to box in the jacking point.
Butt welded and smoothed off again so that the seal retaining channel sits correctly.
I'll add the lower section later this week, then I can start to figure out how the bottom lip of the D post curves round to meet the sill.